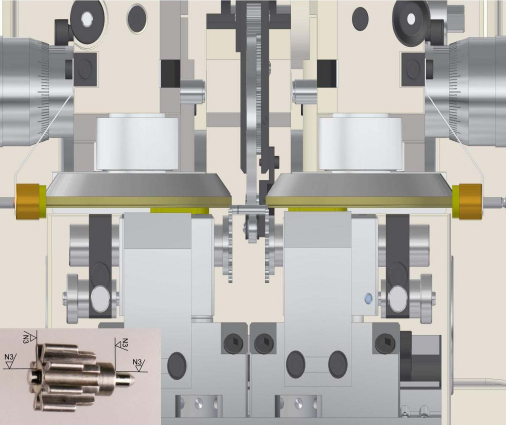
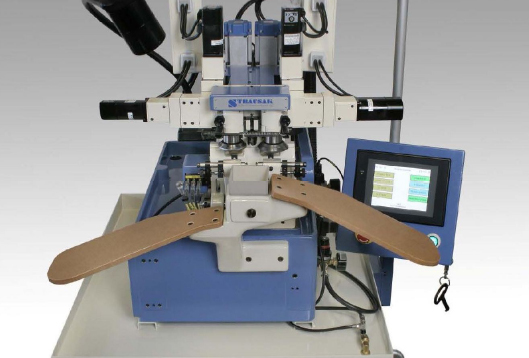
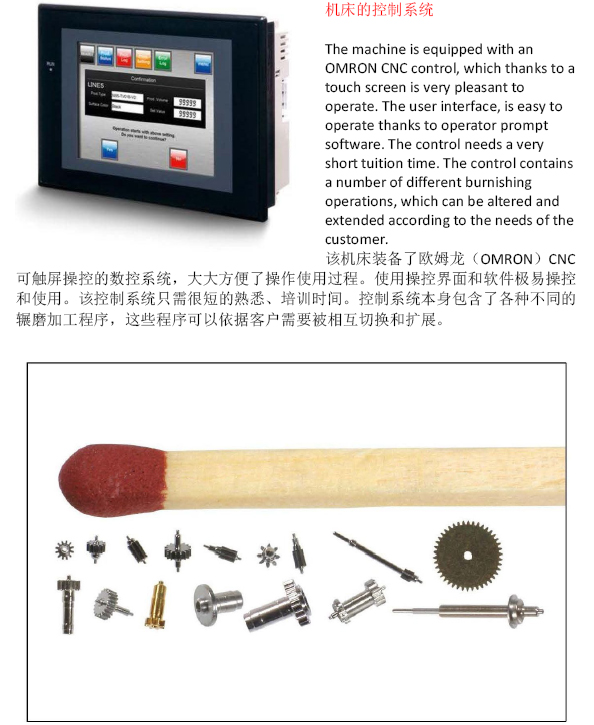
Burnishing is a finishing process for bearing pivots and their shoulders of watch and
instrument gears. The workpiece lies with its two pivots which are to be burnished, in
profiled notches of tungsten carbide flanges and is driven by a carrier in the correct
rotational direction. By means of two rotating, lapped, tungsten carbide discs, the
machining process takes place, creating a burnished surface finish. The amount of stock
removed depends on the size of the pivot diameter is between 0.005 and 0.01 mm and
attains a surface finish of Ra 0,1 und 0,3 μm (N3, N4). When using ceramic or degussit
discs the machining method becomes a pure grinding process reaching greater stock
removal.
轴颈辗磨加工是针对手表和其它仪器仪表的各种轴类零件轴承轴颈和轴肩的最终精
密加工处理工艺。被加工轴颈被放置在一对有对应圆弧半径槽的硬质合金支撑盘上
由驱动轮系按照一定旋转方向被驱动辗磨。由于磨轮和及零件与硬质合金圆弧槽之
间的相对运动,被加工零件实际上是被拉削辗磨加工了,从而被辗磨出极高的表面
光洁度和尺寸精度。这种加工的工艺去除量在0.005-0.01毫米范围内,可以提高被加
工材料表面光洁度至Ra 0,1 - 0,3 μm (N3, N4)相当于镜面加工。但加工余量大时推荐
使用陶瓷磨轮或是红宝石磨轮效果会更好。 |